

刀具對加工的影響
加工過程中使用的刀具對加工都有那些影響呢?本章就對可能造成的影響進(jìn)行一些簡單的分析。
刀具對加工尺寸精度的影響
刀具底直徑和角度的準(zhǔn)確性都會影響到加工的尺寸精度。
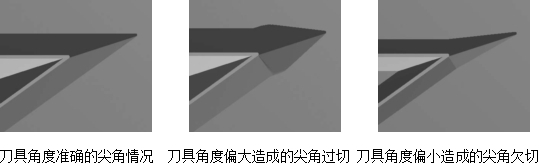
我們使用30度0.6和30度0.3兩把刀加工一個尖角部位,如圖所示,左圖是刀具角度準(zhǔn)確的加工情況,中圖是30度0.3的刀具實際角度為45度引起的過切現(xiàn)象,右圖是30度0.3的刀具實際角度為15度引起的欠切現(xiàn)象。
刀具對邊角清晰度的影響
刀具直徑越小,邊角清晰度就越好;刀具直徑越大,雕刻圖形的內(nèi)角就要模糊,這就會大大影響雕刻區(qū)域的邊角清晰度。
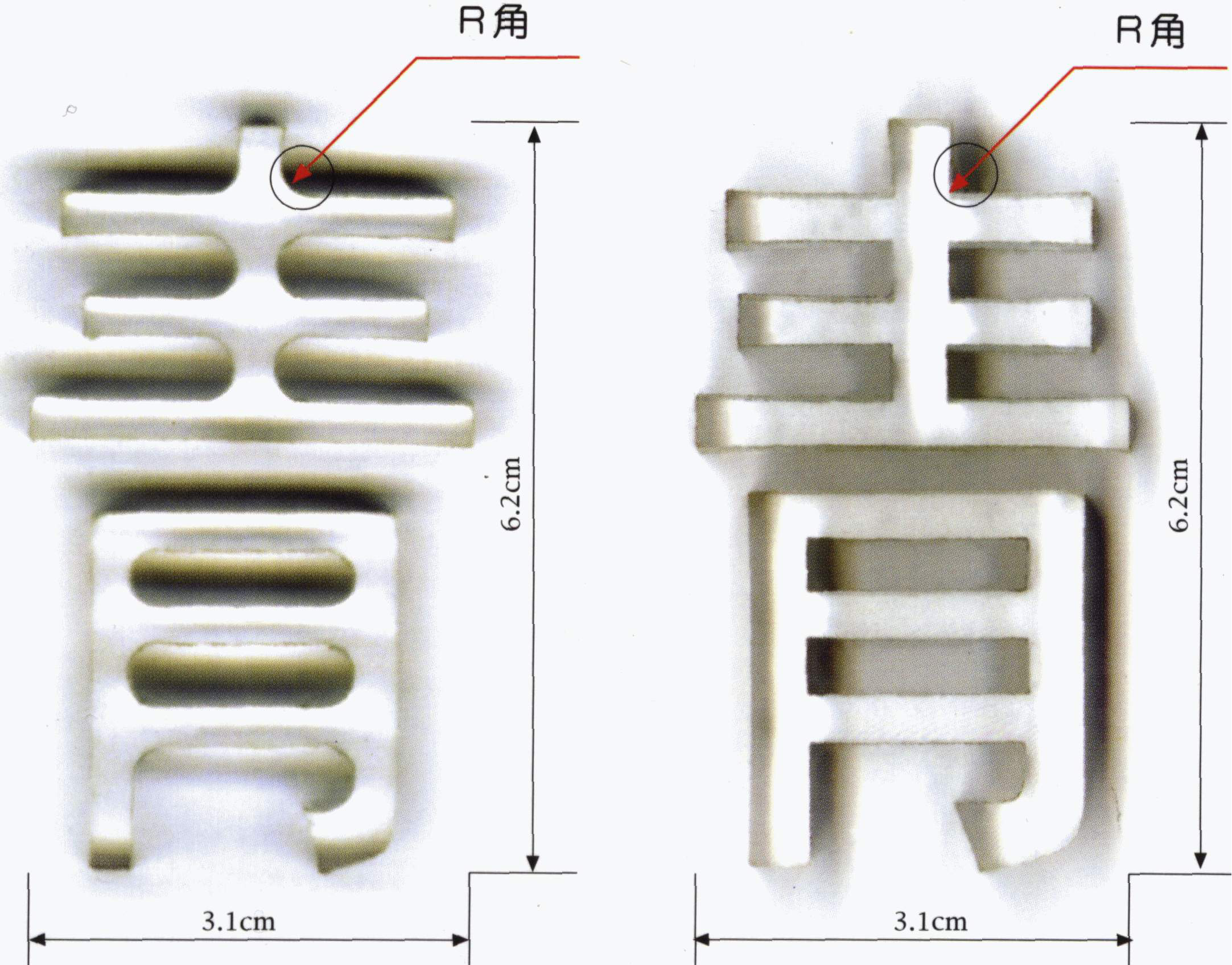
下圖是切割相同大小的文字,使用直徑不同的刀具的邊角清晰效果。文字為31×62mm的黑體“青”字,左圖為使用φ4平底刀切割后的效果,右圖為使用φ1.5平底刀切割后的效果。可以看出,刀具直徑為4mm時,文字的內(nèi)直角處都留下了一個半徑2mm的圓角,整體效果很差,而刀具直徑為1.5時,內(nèi)角處的圓角只有0.75,文字非常清晰。
同理,在做區(qū)域加工時,內(nèi)部區(qū)域總是存在一些尖角,刀具直徑越小,加工出的產(chǎn)品邊角清晰度就越好,所以我們應(yīng)該在滿足產(chǎn)品要求的前提下,選擇合適直徑的刀具。同時,錐刀的錐度也對邊角清晰度有影響,錐度越大邊角清晰度越差。
刀具對底面粗糙度的影響
底刃質(zhì)量好、刀具的直徑相對大,雕刻區(qū)域底面切削效果好,反之正好相反。
刀具和加工效率的關(guān)系
在雕刻圖案和產(chǎn)品要求允許的前提下,使用的刀具直徑相對大一些、強(qiáng)度好一些,這樣可適當(dāng)?shù)靥岣叩毒叩某缘哆M(jìn)給量和切削運(yùn)動的進(jìn)給速度,從而提高加工效率。
刀具與路徑的關(guān)系
在軟件中設(shè)置的刀具直徑和角度,需要操作員來認(rèn)真執(zhí)行,也就是說,一般情況下要保證使用的刀具的底直徑和角度要與設(shè)置的相一致!
說明:這里的一致是指使用的刀具要和設(shè)置刀具路徑時用的刀具相一致,通常情況下,考慮到刀具端部徑向跳動的因素,使用的刀具直徑要比設(shè)置的小2~3絲,可以保證高的精度。也可以通過刀具試切后,精確測量,然后在設(shè)置刀具路徑時,考慮對刀具進(jìn)行補(bǔ)償。
如果使用的刀具與設(shè)置的刀具不符,將會造成嚴(yán)重的后果!比如欠切、過切、刻廢等等。
在加工高精度要求的工件時,建議采用先測量刀具底直徑然后按照刀具實際工作底直徑生成刀具路徑的方法,這樣可以保證較好的準(zhǔn)確性。
刀具使用注意事項
在實際裝卡和使用刀具過程中,需要注意一些規(guī)范的做法,這樣更有利于提高刀具的使用壽命。一般來說,需要注意以下幾點(diǎn):
1、新刀初次使用時要跑合,跑合方法為在正常主軸轉(zhuǎn)速下,進(jìn)給速度按照正常速度的50%進(jìn)行試切削,一般要持續(xù)7~10分鐘,切削狀況穩(wěn)定之后再將進(jìn)給速度調(diào)至正常狀態(tài)。經(jīng)過跑合的刀具壽命可以提高1倍左右。
2、在保證刀刃以及開半部分在卡頭以外的前提下,刀具伸出卡頭越短越好,同時注意裝卡的方法和力度,不要裝的太緊。
3、在切削過程中如果出現(xiàn)異常震動或聲音時,請逐一調(diào)低進(jìn)給速度、主軸轉(zhuǎn)速、切削量,直至情況改善為止;同時,注意檢查刀具磨損情況,如果是刀具磨損原因,及時更換刀具;
4、為了防止刀刃與切屑產(chǎn)生二次切削而導(dǎo)致刀刃崩裂,請采用順銑方式切削。實驗證明環(huán)切順銑是一種很好的加工方式,順銑可以提高刀具耐用度2~3倍。
5、加工中要在刀具壽命極限值2/3左右的時間處進(jìn)行換刀,判斷的依據(jù)包括:加工聲音明顯變大、加工中振動增加、加工過的底面刀紋明顯成圈狀(如果開始階段就這樣說明吃刀深度過深)。出現(xiàn)以上三種現(xiàn)象之一,就需要更換刀具了。

