

三棱錐刀的磨制方法
三棱錐刀也是雕刻過程中常用的一種錐刀。這種刀具的磨制方法比較簡單,但要注意刀尖同心的問題。下面講述具體的磨制方法:
三棱錐刀磨制步驟
在常用刀具介紹一章中,我們已經(jīng)簡單介紹了磨制三棱錐刀的步驟,三棱錐刀磨制過程如圖所示:
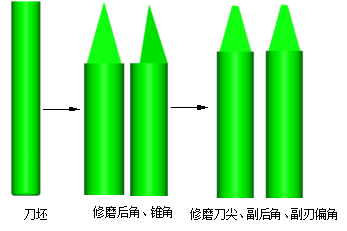
可以看出,三棱錐刀的磨制比錐度平底刀少了一個開半徑的步驟,磨制過程分為了兩個大的步驟,即為修磨后角、錐角和點尖。
磨制后角、錐角
磨制后角、錐角的要求
三棱錐刀的特點是有三個面,但在點尖后,只有一個面作為了前刀面。在點尖前,我們采用收管旋轉(zhuǎn)120度磨制一個面的方法,磨制出三個面。
由于三棱刀的特性,其后角固定為60度,即在收管刻度為0,120,240三個刻度上磨制三個面,所以三個刻度要準確,誤差不超過0.1°,要求每個面都要保持有2mm左右一段的平面,這也是通過刀尖超出砂輪內(nèi)邊緣來保證的。
三棱刀的錐角是通過旋轉(zhuǎn)刀架轉(zhuǎn)臺來得到的,所以要保證旋轉(zhuǎn)角度的準確性,誤差不超過0.1度。
磨制過程具體操作步驟
我們以磨制錐度為60度的三棱錐刀為例,學(xué)習(xí)具體的磨制方法:
(1)裝卡刀坯
將收管刻度盤旋轉(zhuǎn)至0度,將刀坯裝入收管,保證外露部分為8mm左右,旋緊收管。
(2)旋轉(zhuǎn)刀架轉(zhuǎn)臺角度
查表《附錄D刀架轉(zhuǎn)臺旋轉(zhuǎn)角度、錐度、后角對照表》可以知道,磨制60度的三棱錐刀,刀架轉(zhuǎn)臺需要旋轉(zhuǎn)16.1度,轉(zhuǎn)過該角度后將轉(zhuǎn)臺剎緊手柄鎖死。
(3)磨制第一個面
旋轉(zhuǎn)控制軸手把,使刀坯前端剛剛接觸砂輪,調(diào)整限位螺釘,使刀坯端部超出砂輪內(nèi)邊緣約2mm。此時開始進給控制軸,此時只是進給控制軸,刀架來回推動,收管不做旋轉(zhuǎn),當?shù)睹婺サ絼倓偝^刀坯軸心線時暫停,記錄控制軸手把的刻度數(shù)值。
(4)磨制第二個面
回退控制軸,收管轉(zhuǎn)到120度并剎緊,同樣進給控制軸,直到磨到上一步記錄的刻度數(shù)值時,停止進給。
(5)磨制第三個面
回退控制軸,收管轉(zhuǎn)到240度并剎緊,同樣進給控制軸,直到磨到上一步記錄的刻度數(shù)值時,停止進給。
(6)觀察、修光
此時三個刀面均已磨出,進行觀察,看三個棱是否都是直線,刀尖是否磨出,可以按照上述步驟,對控制軸做微量進給,對三個面進行修光。
刀架轉(zhuǎn)臺旋轉(zhuǎn)角度的確定
在磨制不同錐度的三棱錐刀時,刀架轉(zhuǎn)臺旋轉(zhuǎn)的角度也不是錐刀角度的一半或三分之一,而是存在一個計算公式,常用的角度我們可以通過查表得出。
|
后角 錐度 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 (三棱刀) |
|
10 |
4.92 |
4.83 |
4.70 |
4.53 |
4.33 |
4.10 |
3.83 |
3.54 |
3.22 |
2.87 |
2.50 |
|
15 |
7.39 |
7.25 |
7.05 |
6.80 |
6.50 |
6.16 |
5.76 |
5.32 |
4.84 |
4.32 |
3.77 |
|
20 |
9.85 |
9.67 |
9.41 |
9.08 |
8.68 |
8.22 |
7.69 |
7.11 |
6.47 |
5.78 |
5.04 |
|
25 |
12.32 |
12.09 |
11.77 |
11.36 |
10.87 |
10.29 |
9.64 |
8.91 |
8.11 |
7.25 |
6.33 |
|
30 |
14.78 |
14.51 |
14.13 |
13.65 |
13.06 |
12.38 |
11.60 |
10.73 |
9.77 |
8.74 |
7.63 |
|
35 |
17.25 |
16.94 |
16.50 |
15.95 |
15.27 |
14.48 |
13.58 |
12.57 |
11.46 |
10.25 |
8.96 |
|
40 |
19.72 |
19.37 |
18.88 |
18.26 |
17.50 |
16.60 |
15.58 |
14.43 |
13.17 |
11.79 |
10.31 |
|
45 |
22.19 |
21.81 |
21.27 |
20.58 |
19.73 |
18.74 |
17.60 |
16.32 |
14.91 |
13.36 |
11.70 |
|
50 |
24.67 |
24.25 |
23.66 |
22.91 |
21.99 |
20.91 |
19.66 |
18.25 |
16.69 |
14.97 |
13.12 |
|
55 |
27.14 |
26.69 |
26.07 |
25.26 |
24.27 |
23.09 |
21.74 |
20.21 |
18.50 |
16.62 |
14.59 |
|
60 |
29.62 |
29.15 |
28.48 |
27.62 |
26.57 |
25.31 |
23.86 |
22.21 |
20.36 |
18.32 |
16.10 |
|
65 |
32.10 |
31.61 |
30.91 |
30.00 |
28.89 |
27.56 |
26.01 |
24.25 |
22.27 |
20.07 |
17.67 |
|
70 |
34.59 |
34.07 |
33.34 |
32.40 |
31.23 |
29.84 |
28.21 |
26.34 |
24.23 |
21.88 |
19.30 |
|
75 |
37.08 |
36.55 |
35.79 |
34.82 |
33.61 |
32.15 |
30.45 |
28.48 |
26.25 |
23.76 |
20.99 |
|
80 |
39.57 |
39.03 |
38.26 |
37.25 |
36.01 |
34.50 |
32.73 |
30.68 |
28.34 |
25.70 |
22.76 |
|
85 |
42.06 |
41.51 |
40.73 |
39.71 |
38.43 |
36.89 |
35.07 |
32.94 |
30.50 |
27.73 |
24.62 |
三棱錐刀點尖和測量
刀尖角度和刀具底直徑測量要求、標準
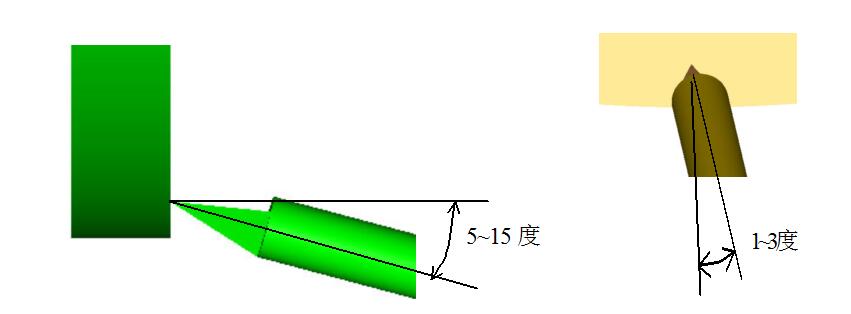
對于點尖時的刀尖角度和刀具底直徑的測量要求和標準,請參照錐度平底刀,只是三棱刀的副后角為5~15度,副刃偏角為1~3度。
點尖和測量過程
三棱刀的點尖和錐度刀的點尖方法完全一樣,是磨刀過程中非常重要的一個環(huán)節(jié),下面分別介紹點尖和測量。
1、點尖姿勢與方法
點尖姿勢和方法與錐度平底刀的點尖方法完全相同,只是大家注意一點,在點尖時,將三個刀面中的任意一個作為前刀面,進行點尖即可。點尖姿勢如圖所示。
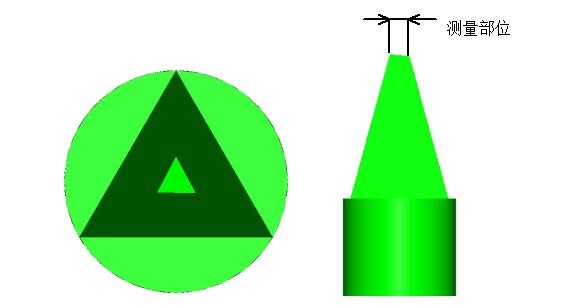
2、三棱刀的測量
測量時,大家要注意,我們要測量前刀面處底刃的寬度,這個值就作為刀尖的測量值,如圖所示:
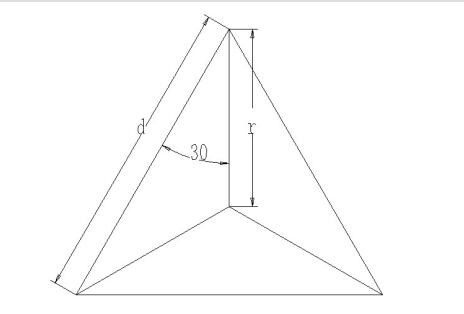
在上述步驟中測量出的數(shù)值并不等于三棱刀的工作直徑,測量值與三棱刀實際工作直徑有一定的關(guān)系,如圖6-4所示,將測量值記為d,將工作直徑記為D,則即d=0.866D,如果我們要磨制0.8的三棱錐刀,測量值為0.8×0.866=0.693。
副后角、副刃偏角的確定
由于三棱錐刀前角為-30度,比較鈍,通常用于加工黃銅、高碳鋼、鑄鐵等金屬材料,所以副后角在5~15度之間,副刃偏角在3度以內(nèi)。

