

牛鼻刀的修磨方法
由于牛鼻刀具有良好的耐磨性,它多用于鋼料的開粗加工中。當(dāng)我們使用一把新的牛鼻刀進行加工時,一段時間后,刀具發(fā)生了磨損,導(dǎo)致切削力增大、切削聲音很大,這時就需要換刀了。更換下來的刀具并不是廢了,而是經(jīng)過修磨我們可以繼續(xù)使用,這樣就降低了刀具使用成本。
在本章中,我們重點學(xué)習(xí)牛鼻刀的修磨方法。前邊已經(jīng)介紹過,牛鼻刀的修磨過程分為五步:開槽—>磨制后角及底直徑—>磨制底刃—>倒圓角—>鏟背,下面就詳細講解修磨的方法和步驟。
大家在學(xué)習(xí)時要對照磨刀機,一步一步地進行,邊看資料邊理解,如果不對照磨刀機進行實際操作,是很難理解這個操作方法的!
修磨原理
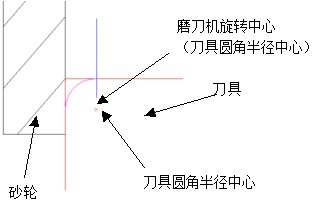
修磨牛鼻刀就是要在平底刀(或磨損了的牛鼻刀)的基礎(chǔ)上,倒出一定半徑的圓角。怎樣才能倒出這個圓角呢?這就需要將倒角半徑的圓心和磨刀機轉(zhuǎn)臺的旋轉(zhuǎn)中心重合。其原理如圖所示:
具體磨制方法
在這里我們以修磨[牛鼻] JD-6.0-0.5(底直徑為6.0,圓角半徑為0.5)為例說明牛鼻刀的修磨過程,具體操作步驟如下。
開槽
我們可以將磨損的螺紋或雙刃直槽銑刀或牛鼻刀進行修磨,就可以得到一把好用的牛鼻刀。這一個步驟是在螺紋銑刀(牛鼻刀)的端部開出兩個槽,以便于修磨底刃和倒圓角,對于雙刃直槽銑刀(牛鼻刀),就不需要進行這個開槽的步驟了。
具體操作步驟如下:
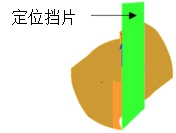
(1)用定位器找到開槽的位置
將刀具裝入收管,先不要將收管鎖緊,旋轉(zhuǎn)刀具,配合定位器,找到開槽位置后,使收管刻度為0,再將收管鎖緊,如圖所示。
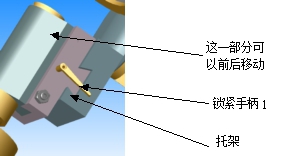
(2)調(diào)節(jié)開槽長度
找到開槽位置后,再調(diào)節(jié)開槽的長度。總的來說,開槽的長度不要過長,我們在加工時,經(jīng)常采用淺吃深大進給的策略,一般刀刃長度只用到0.1~0.2mm,所以這里的開槽長度在0.4mm左右就可以了,這樣去掉已經(jīng)磨損的0.1~0.2MM,留下的長度比較合理,不影響下次繼續(xù)修磨。
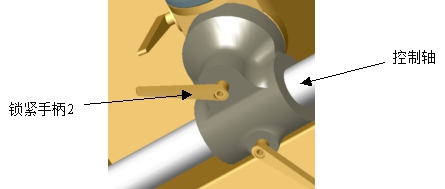
我們可以通過調(diào)節(jié)刀架的伸出長度來控制開槽的長度,將鎖緊手柄1旋松就可以調(diào)整刀架的伸出長度了,如圖所示。
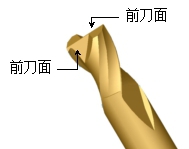
(3)開槽
上面兩步都調(diào)節(jié)好后,就可以開槽了。開槽時按照錐刀開半徑的方法進行操作,控制軸手把進行進給,刀架來回推動,直到開到接近中心線為止,此時記錄手把的刻度,將收管旋轉(zhuǎn)180度,按照同樣的方法修磨另一面,也磨到剛才記錄的刻度時停止。開完槽的螺紋平底刀(牛鼻刀)如圖所示。
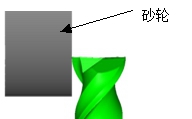
開完槽后,將轉(zhuǎn)臺轉(zhuǎn)過90度(使刀具底刃對著砂輪磨削面),準備修磨底刃。還要注意的是使用的砂輪要細(建議使用800目的細砂輪),否則不能磨制出鋒利的刀具。
修磨底刃
刀具的兩個底刃需要進行修磨,才能夠具備鋒利的切削條件,這里需要修磨出副后角和副刃偏角,具體操作方法如下:
(1)調(diào)節(jié)副后角角度
副后角的角度一般選用9度,如圖5-5所示,它是通過調(diào)節(jié)旋鈕2進行調(diào)節(jié)的,將刻度搬到9度,并且鎖死,如圖所示。
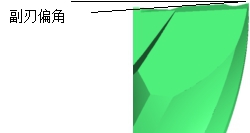
(2)調(diào)節(jié)副刃偏角角度
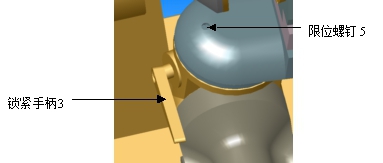
下面要調(diào)節(jié)副刃偏角。它的大小一般為2~3度,如圖,我們是通過調(diào)整調(diào)節(jié)旋鈕3得到的,要將轉(zhuǎn)臺刻度調(diào)整到92~93度。如果你的磨刀機只能調(diào)整到90度,就需要松開螺釘5,將它旋松,這樣就可以得到90度以上的度數(shù)了。得到92~93度后,就不要再松螺釘5了,要將它固定,以便于下次修磨刀具,如圖。
(3)調(diào)整刀具中心與砂輪內(nèi)邊緣對齊
旋轉(zhuǎn)收管到90度刻度,將刀具的中心和砂輪的內(nèi)邊緣對齊,調(diào)整后的狀態(tài)如圖所示。這里是通過調(diào)整限位螺9釘?shù)玫降摹?/span>
(4)修磨底刃
以上三步都調(diào)整好后,就可以修磨底刃了。修磨時刀架保持不動,只進給控制軸手柄,修磨好一個底刃后(標準為副后刀面光滑完整),要將控制軸手把的分度盤刻度記下,將刀具向后退(即進給控制軸使刀架向右移動),退出砂輪平面,然后旋轉(zhuǎn)180度(即收管在270度刻度),再修磨另一個底刃,也修磨到與上一個底刃一樣的刻度。
在完成開槽和修磨底刃兩步工作后,我們要進行操作起來稍有難度的倒圓角的步驟,這一步需要調(diào)整和注意的問題就更多了。在修磨時,一定要注意各個關(guān)系!具體步驟如下:
(1)調(diào)整刀架的橫向位置
首先調(diào)整刀架的橫向位置。調(diào)整的目的是使牛鼻刀圓角的圓心和刀架的旋轉(zhuǎn)中心在同一條豎直線上!
現(xiàn)在刀具的軸心線是對應(yīng)著磨刀機的刀架旋轉(zhuǎn)中心,而在圖5-1的原理圖中我們可以知道,要讓R圓心對應(yīng)磨刀機的旋轉(zhuǎn)中心。現(xiàn)在磨制的是φ6R0.5的牛鼻刀。R圓中心和刀具中心相差2.5mm,所以,要將刀架向外偏移2.5mm,調(diào)整前的狀態(tài)如圖所示。
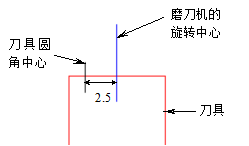
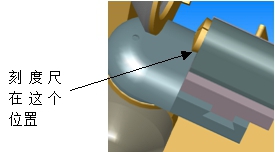
調(diào)整的方法是利用調(diào)節(jié)旋鈕將刀架上部向右移動2.5mm,可以通過刻度來讀出2.5mm的數(shù)值,調(diào)整前后的狀態(tài)如圖所示,刻度尺在磨刀機上的位置如圖所示。

調(diào)整前的刻度 調(diào)整后的刻度
偏移的長度可以用下面的公式計算得出:
![]() (
(![]() —偏移長度,
—偏移長度,![]() —刀具直徑,
—刀具直徑,![]() —圓角半徑),如我們要磨制φ6R0.5的牛鼻刀其偏移長度
—圓角半徑),如我們要磨制φ6R0.5的牛鼻刀其偏移長度![]() =6/2-0.5=2.5mm。
=6/2-0.5=2.5mm。
(2)尋找刀具圓角圓心
調(diào)整了刀架的橫向位置只是保證了牛鼻刀的圓角圓心與刀架的旋轉(zhuǎn)中心在同一條直線上,而我們還需要調(diào)整刀架的左右位置和伸出長度來找到倒圓角時的旋轉(zhuǎn)中心。保持原來磨制底刃時搬過的9度不動,調(diào)整步驟如下:
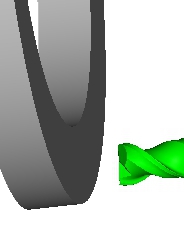
1)通過調(diào)整控制軸進給手把,用刀具的側(cè)刃去接觸砂輪的磨削面,如圖所示。
2)將轉(zhuǎn)臺刻度旋轉(zhuǎn)到92~93度,再用刀尖去接觸砂輪,此時刀尖可能離砂輪很遠,如圖左圖所示,這時千萬不要改變控制軸手把上的刻度,而是要通過調(diào)整刀架的伸出長度來接觸砂輪,調(diào)整后的狀態(tài)如圖右圖所示。


刀架旋轉(zhuǎn)后,沒有調(diào)整的狀態(tài) 通過調(diào)整刀架伸出長度調(diào)整后的狀態(tài)
3)刀尖接觸到砂輪后,再將刀架轉(zhuǎn)臺轉(zhuǎn)回到0度,在這時一定要注意要先將刀具拉出砂輪的范圍后,再旋轉(zhuǎn)回0度。這時刀具的側(cè)刃和砂輪又沒有接觸了,再重復(fù)步驟①、②,大概需要經(jīng)過三次調(diào)整就可以使得刀具的側(cè)刃和刀尖都碰到砂輪了。這時要將控制軸手把的刻度記下來(如88)。
4)將收管旋轉(zhuǎn)180度,對另一個側(cè)刃和刀尖進行步驟①、②的操作。這時應(yīng)該一次就可以得到刀具的側(cè)刃和刀尖都碰到砂輪的狀態(tài)。同樣記下控制軸手把的的刻度,它的變化應(yīng)該不大(如92)。
(3)修磨圓角
現(xiàn)在就可以修磨R角了。由于上一步驟記錄的兩個控制軸手把刻度不一致,我們?nèi)∷鼈兊闹虚g值(90)。
旋轉(zhuǎn)控制軸手把退出刀具,將砂輪開啟,收管刻度保持在90度,一邊旋轉(zhuǎn)控制軸手把,一邊在0度與90度之間旋轉(zhuǎn)刀架(盡量保持刀架不要前后移動),直到控制軸手把的刻度到記錄的數(shù)值90。
修磨好一側(cè)的R角后,旋轉(zhuǎn)控制軸手把將刀具退出,再將收管旋轉(zhuǎn)180度(此時收管刻度為270度),同樣的方法修磨另一個刀尖處的圓角,控制軸手把刻度也要到90。
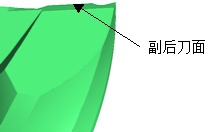
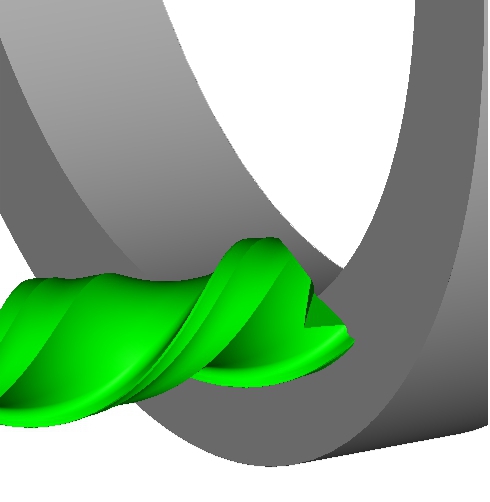
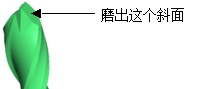
鏟背
這一步驟的目的是將副后刀面的一部分材料磨掉,防止在加工中與加工材料發(fā)生干涉,如圖所示。
對于雙刃直槽牛鼻刀進行此步驟的操作,對于螺紋平底刀到上一步驟結(jié)束已經(jīng)修磨好了,不要進行鏟背的操作。
具體操作方法為將收管旋轉(zhuǎn)至開槽狀態(tài)(收管刻度為0),將刀架轉(zhuǎn)臺旋轉(zhuǎn)至30度,將原來修磨底刃時搬過的9度調(diào)回到0度,來回推動刀架,同時旋轉(zhuǎn)控制軸手把進行進給,使得副后刀面留出一定的寬度(如0.5)即可,記錄此時的控制軸手把刻度值。
這時將手管旋轉(zhuǎn)180度,按照同樣的方法修磨另一側(cè),也使控制軸手把的刻度達到剛才記錄的數(shù)值,這樣鏟背就結(jié)束了。
修磨中要注意的問題
在牛鼻刀的修磨中由于需要旋轉(zhuǎn)的手柄、旋轉(zhuǎn)角度和次數(shù)都比較多,所以我們要特別注意以下問題:
1、要養(yǎng)成看刻度的習(xí)慣。在找開槽位置時,要將收管刻度旋轉(zhuǎn)到刻度0上,以后使用90、180、270度,很好找到,以免出錯。在需要的時候,控制軸手把上的刻度,一定要記下來,否則就不可能磨出好刀。
2、在用刀具的側(cè)刃接觸砂輪的時候,刀具在砂輪內(nèi)的長度不要過長,超過刀具圓角的半徑就可以了如圖6所示。
錯誤 正確
3、一定要注意在修磨過程中將應(yīng)該鎖死的手柄鎖死。
4、注意將螺釘5調(diào)整完成后鎖死。這樣下次再進行修磨底刃時,就不用再去找副刃偏角的角度了。
5、在修磨的具體步驟中,搬各個角度的順序不要弄錯。
6、修磨完成后,最好將刻度還原,以免影響其他磨刀工作。

